Slitage (erosion) – definition, orsaker och typer inom tribologi
Upptäck vad slitage (erosion) är, dess orsaker och huvudtyper inom tribologi — praktiska exempel, förebyggande åtgärder och materialval för längre livslängd.
Inom materialvetenskapen är slitage erosion av material från en fast yta genom inverkan av ett annat fast material. Studiet av slitageprocesser är en del av disciplinen tribologi. Det finns fyra huvudsakliga slitageprocesser:
Bildgalleri
3 Bilder

Huvudtyper av slitage
- Abrasivt slitage – När ett hårdare material eller hårda partiklar skrapar eller skär loss material från en yta. Vanligt i sandiga eller dammiga miljöer och i processer med slitna slitdelar. Exempel: slipning av rörledning av sandpartiklar.
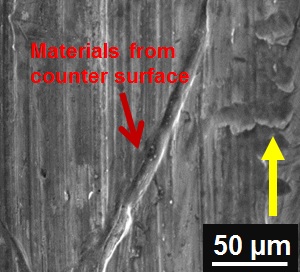
- Adhesivt slitage – Uppstår när ytor i kontakt fäster vid varandra lokalt och material dras bort när kontakterna bryts. Kännetecknas av överföring av material mellan ytor och bildning av gropar eller dragmärken. Exempel: metall-mot-metall i dåligt smorda lager eller glidlager.
- Uttröttningsslitage (fatigue) – Orsakas av upprepad belastning som bildar sprickor under ytan vilka så småningom leder till materialavlossning, ofta i form av flisor eller lameller. Vanligt i rullande lager och kontaktytor med cyklisk last.
- Kemiskt/korrosivt slitage – Kombination av kemisk eller elektrolytisk angrepp och mekanisk nötning. Korrosion förändrar ytan och gör den mer känslig för mekaniskt slitage. Exempel: rost och erosion i rör i aggressiva medium.
Andra vanliga slitageformer
- Erosivt slitage – Orsakas av snabba partiklar eller vätskeflöden som slår mot ytan och sliter bort material. Ofta i turbiner, pumpar och ventiler.
- Frettingslitage – Liten amplitud upprepad rörelse mellan ytor med stor kontakttryck, typiskt i elektriska kontakter eller presspassningar.
- Slitage med tredje kropp – När lösa partiklar (tredje kropp) mellan ytor blir det primära slipmedlet och förändrar slitagebeteendet dramatiskt.
- Tribokemiskt slitage – Slitage som beror på kemiska reaktioner som initieras eller accelereras av friktion och temperatur vid ytan.
Orsaker och påverkande faktorer
Flera faktorer bestämmer hur snabbt och vilken typ av slitage som uppstår:
- Kontakttryck och belastning – Högre tryck ökar risken för plastisk deformation och adhesivt slitage.
- Relativ rörelse – Hastighet, rörelsemönster (glidning, rullning, oscillation) och amplitud påverkar vilken slitageform som dominerar.
- Materialegenskaper – Hårdhet, seghet, ytstruktur, och beläggningar påverkar slitmotståndet.
- Ytfinish och grovhet – Skarpa toppar ökar lokal kontaktspänning och risken för abrasiv eller adhesiv kontakt.
- Temperatur – Höga temperaturer kan mjuka upp material och förändra friktions- och oxidationsbeteende.
- Miljö – Närvaro av partiklar, vätskor, kemikalier eller oxidationsmedel kan initiera korrosivt eller erosivt slitage.
- Smyglubrikation – Otillräcklig eller felaktig smörjning ökar friktion och slitage.
Mekanismer och kvantifiering
Slitage kvantifieras ofta som volym- eller massförlust per belastning och per sträcka. En vanlig modell är Archards ekvation för skivslitage i glidande kontakt:
V = k · (F · s) / H
- V = förlorad volym
- k = dimensionslöst slitagekoefficient (beroende på materialsystem och förhållanden)
- F = normalkraft
- s = relativ glidsträcka
- H = materialets hårdhet
Enheter för slitagehastighet används ofta som mm³/(N·m) eller gram förlorat per körsträcka. Praktiska mätmetoder inkluderar viktmätning före/efter, profilometri (spårvolym), mikroskopi för ytskador och provmaskiner som pin-on-disk, ball-on-flat, reciprocating tester och slurrytorstestare för erosionsprovning.
Provning och standarder
Industri och forskning använder standardiserade testmetoder för att jämföra material och smörjmedel. Vanliga testtyper är:
- Pin-on-disk och ball-on-flat för glidande slitage.
- Reciprocating-slitage för fram och tillbaka-rörelser.
- Slurry- eller dropperosionstest för partikeldriven erosion.
- Frettingtest för små amplituder och höga kontakttryck.
Resultaten relateras ofta till tillämpningsspecifika krav och jämförs mot normer (till exempel ISO- och ASTM-dokument) för upprepbarhet och kvalitetssäkring.
Förebyggande och minskning av slitage
Strategier för att minska slitage kombinerar materialval, ytbehandling, konstruktion och drift:
- Materialval – Hårdare och segare material, keramiska komponenter eller wear‑resistenta legeringar.
- Ytbehandlingar – Härdning (nitrering, karburering), PVD/CVD-beläggningar, DLC (diamantliknande kol), keramiskt sprutskikt eller hårdmetallbeläggningar.
- Smörjning – Rätt smörjtyp och mängd (boundary, mixed eller hydrodynamic) minskar kontaktfriktion och adhesivt slitage.
- Filtrering och tätningar – Hindra främmande partiklar från att komma in i kontaktzonen för att undvika abrasivt och third-body slitage.
- Konstruktion – Öka ytkontakter, ändra geometri för att reducera lokala spänningar, använda filéer eller ändra ytprofil för jämn belastning.
- Underhåll – Regelbunden inspektion, rengöring och utbyte av slitdelar samt övervakning av smörjstatus.
Praktiska exempel
- I fordonsindustrin är bromsskivor utsatta för abrasivt och termiskt slitage; beläggningsval och ventilationsdesign är viktiga.
- Pumpar och turbiner utsätts för erosivt slitage från partikelförande vätskor; slitdelar kan materialförstärkas eller bytas ut efter slitage.
- I lager kan fretting och rolling-contact fatigue orsaka havarier; rätt smörjning och materialkombinationer minskar risken.
Sammanfattning
Slitage är en mångfacetterad process som påverkas av mekaniska, kemiska och miljömässiga faktorer. För att lösa slitageproblem krävs en helhetssyn: förstå vilken mekanism som dominerar i applikationen, mäta och kvantifiera slitage på lämpligt sätt och kombinera materialval, ytbehandling, smörjning och konstruktionsåtgärder för att minimera materialförlust och förlänga komponenternas livslängd.
Förklaring
Definitionen av slitage omfattar inte dimensionsförlust på grund av plastisk deformation, även om slitage kan ske utan materialförlust. Definitionen omfattar inte heller slagslitage där det inte förekommer någon glidrörelse eller kavitation (även korrosion) där motkroppen är en vätska.
Slitage, tillsammans med andra åldrandeprocesser som utmattning, krypning och brottstyvhet, orsakar progressiv nedbrytning av material med tiden, vilket leder till att materialet går sönder vid en hög ålder. Under normala omständigheter sker egenskapsförändringarna under användning normalt i tre olika stadier enligt följande: - - Primärt eller tidigt stadium eller inkörningsperiod, där förändringshastigheten kan vara hög. - Sekundär eller medelålders process där en jämn åldringshastighet bibehålls. Den användbara livslängden eller arbetslivslängden infaller i detta skede. - Tertiärfasen eller åldersfasen, där den snabba åldringstakten leder till ett tidigt misslyckande.
Med allt allvarligare miljöförhållanden, t.ex. högre temperaturer, belastningshastigheter, stress och glidhastigheter, förkortas det sekundära steget och det primära steget tenderar att smälta samman med det tertiära steget, vilket drastiskt minskar livslängden. Yttekniska processer används för att minimera slitage och förlänga materialets livslängd.
Slitage av vidhäftande material
Slitage av vidhäftningsmedel kallas också för skåra, gallring eller frätning. Det uppstår när två fasta ytor glider över varandra under tryck.
Slipande slitage
Detta sker när material avlägsnas genom kontakt med hårda partiklar. Partiklarna kan antingen finnas på ytan av ett andra material eller som lösa partiklar mellan två ytor. Slitage kan mätas som förlust av massa genom Taber Abrasion Test enligt ISO 9352 eller ASTM D 1044.
Korrosivt slitage
Korrosivt slitage kallas ofta bara för "korrosion" och är en försämring av användbara egenskaper hos ett material på grund av reaktioner med omgivningen.
Utmattning av ytan
Ytutmattning är en process genom vilken materialets yta försvagas av cyklisk belastning, vilket är en typ av allmän materialutmattning.
Relaterade artiklar
Författare
AlegsaOnline.com Slitage (erosion) – definition, orsaker och typer inom tribologi Leandro Alegsa
URL: https://sv.alegsaonline.com/art/107032